
Sheet metal is everywhere. Equipment enclosures, control boxes, chassis, brackets, heat shields, panels — the list goes on. But getting small batches of sheet metal parts made locally in the US or Europe has become increasingly difficult.
The reason is not a lack of capability. Laser cutters and press brakes are common. The problem is economics. A local shop quotes a 50-piece order at $800 for programming and setup plus $12 per part. That $800 setup fee does not change whether you order 50 parts or 5,000. For a small batch, the setup dominates the cost.
This is the same problem that drove PCB manufacturing to Asia decades ago. And now, sheet metal is following the same path.
We have structured our sheet metal operation around small batches, not large production runs. Our programming team uses nesting software that automatically optimizes material usage across multiple orders. Our laser cutters and press brakes are configured for quick changeovers. And we stock common materials — mild steel, stainless, aluminum — in sheet sizes that match our customers' typical part dimensions.
The result is that we do not charge a separate setup fee for most orders. The programming and nesting cost is absorbed into the per-part price. For a typical 50-100 piece order, our total cost is often 50-70% lower than a local US or European shop.

We use fiber laser cutters — 3kW and 6kW machines with cutting beds up to 1,500 x 3,000mm. Fiber lasers are more efficient than CO2 lasers for sheet metal, especially for reflective materials like aluminum and copper.
Cutting thickness: mild steel up to 20mm, stainless steel up to 12mm, aluminum up to 16mm, copper and brass up to 6mm. Cut tolerance is ±0.1mm, which is sufficient for almost all sheet metal applications.
For bending, we have CNC press brakes from 100 to 200 tons, with bending lengths up to 3,200mm. Bend accuracy is ±0.1mm per meter. We can handle complex bend sequences, including parts that require multiple bends from different directions.
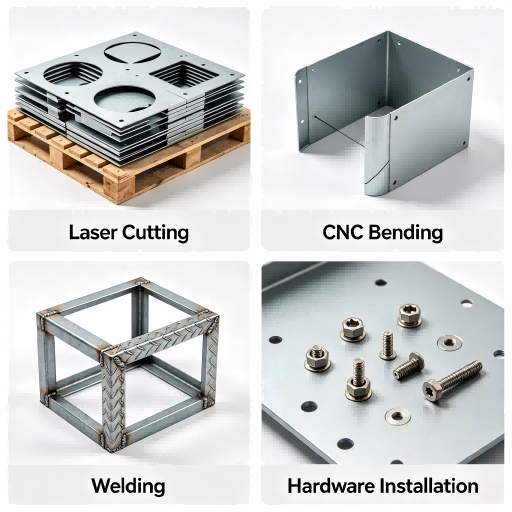
We also offer welding (TIG, MIG, spot), hardware insertion (rivet nuts, standoffs, PEM fasteners), and surface finishing (powder coating, zinc plating, anodizing for aluminum parts).
Mild steel (Q235, SPCC, DC01, DX51D) is our most common material — it is strong, formable, and cost-effective. For applications requiring corrosion resistance, we use stainless steel 304 (general purpose) or 316L (marine/medical). For lightweight enclosures and brackets, aluminum 5052 (good formability) or 6061 (higher strength) are typical.
We also cut and bend copper (C110 for electrical busbars and heat exchangers) and brass (C2680 for decorative applications). These materials are less common but well within our capability.
As-cut sheet metal is functional but not attractive. The edges have burrs, the surface may have oxidation, and steel will rust within days without protection.
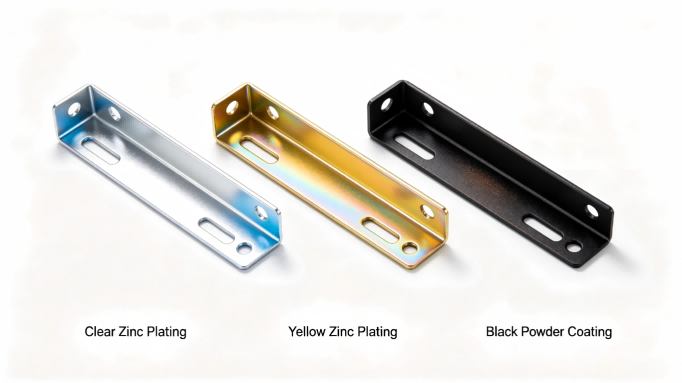
We offer a range of surface finishes:
Powder coating is the most common. The part is cleaned, electrostatically sprayed with dry powder, then baked in an oven where the powder melts into a durable, thick coating. Powder coating is available in any RAL color, in gloss, matte, or textured finishes. Corrosion resistance is excellent — 1,000+ hours salt spray. Lead time add: 2-3 days.
Zinc plating is a cost-effective option for steel parts. The part is electroplated with a thin layer of zinc, then dipped in a chromate conversion coating (clear, yellow, or blue). Zinc plating provides good corrosion protection (100-500 hours salt spray) at low cost. Lead time add: 1-2 days.
Anodizing is for aluminum parts only. Clear anodize provides good corrosion protection. Color anodize (black, red, blue, etc.) adds a cosmetic finish. Hard anodize (Type III) adds wear resistance for sliding surfaces. Lead time add: 2-3 days.
Passivation is for stainless steel parts. The acid bath removes free iron from the surface, leaving a chromium-rich oxide layer that maximizes corrosion resistance. There is no visible change to the part. Lead time add: 1 day.
Sheet metal design is different from machined part design. A few principles make a significant difference in cost and manufacturability.
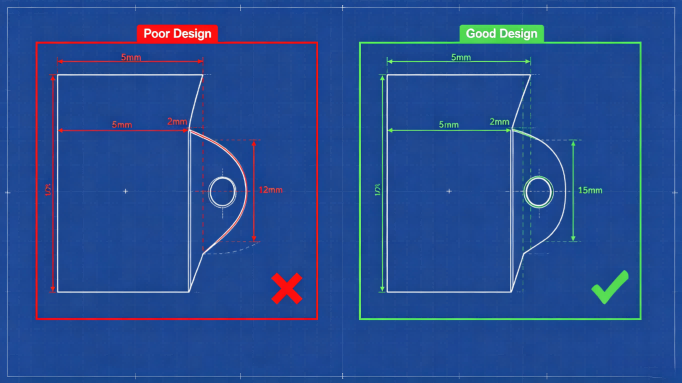
Bend radius matters. The inside bend radius should be at least the material thickness. A smaller radius requires more force and may crack the material on the outside of the bend.
Hole distance from bends matters. A hole placed too close to a bend may deform. As a rule, keep holes at least 2.5 times the material thickness away from the bend line.
Tab and slot features improve assembly accuracy. Instead of trying to align two parts with edges alone, add tabs on one part and slots on the other. The tabs self-locate during welding or fastening.
Notches and reliefs at bend corners prevent tearing. A small notch (the width of the material thickness) at the inside corner of a flange allows the material to bend cleanly without distortion.
If you are not sure whether your design follows these principles, send it to us. We provide free DFM feedback before we quote.
For a typical enclosure — say, 200 x 150 x 50mm with four bends, made from 1.5mm mild steel:
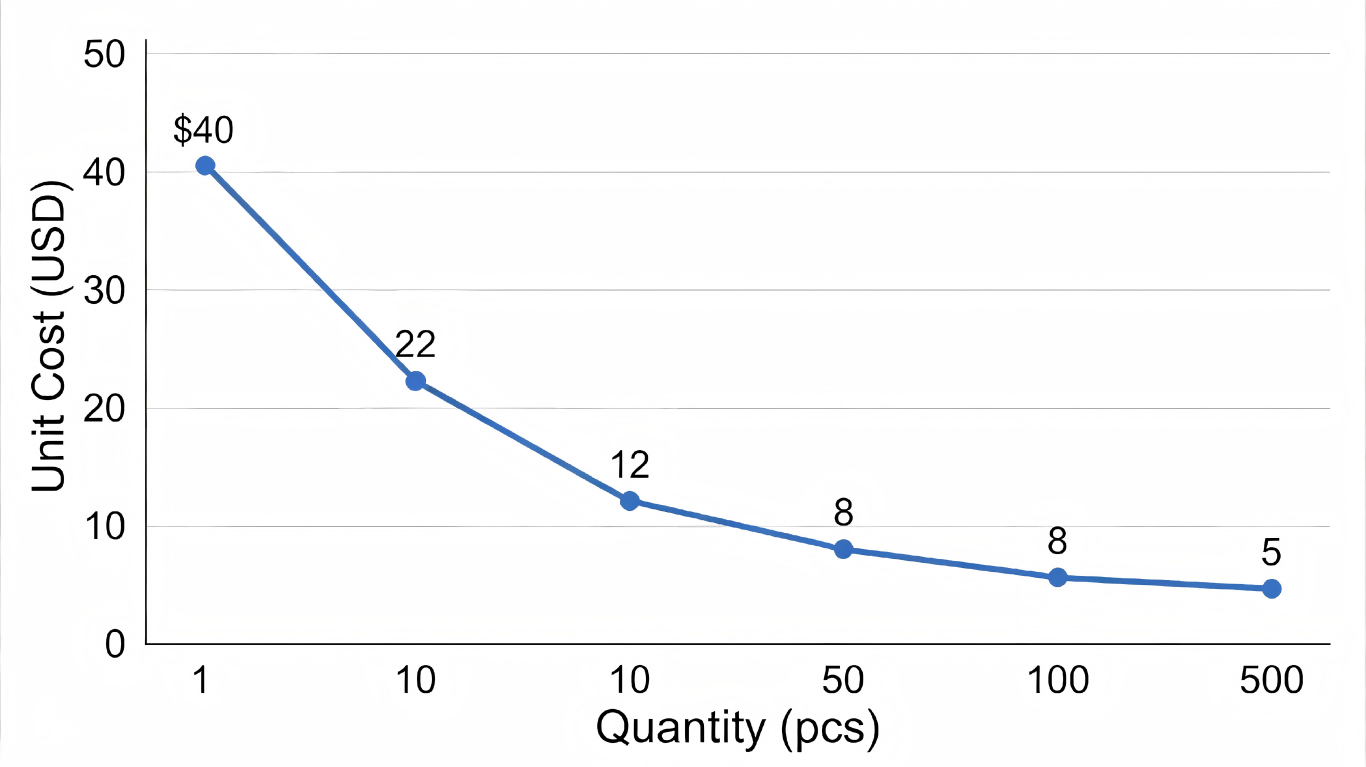
1-5 pieces (prototype): 3-5 days, $30-50 per part
10-50 pieces: 5-7 days, $15-25 per part
100-500 pieces: 7-10 days, $8-15 per part
500-2,000 pieces: 10-15 days, $5-10 per part
These are estimates. Actual cost depends on complexity, material, and finish requirements. But they give you a sense of how the per-part cost drops as quantity increases.
Sheet metal is ideal for parts that are essentially flat with bends along straight lines. Enclosures, brackets, panels, chassis, and frames are all natural fits.
Sheet metal is not ideal for parts with compound curves, deep drawn features, or very small features. Those are better suited to CNC machining or stamping.
If you are not sure which process is right for your part, send us the drawing. We will recommend the most cost-effective approach — even if it is not sheet metal.
Some sheet metal parts cannot be formed from a single blank. They require welding — two or more pieces cut and bent separately, then welded together into an assembly.
Welded assemblies add complexity and cost. Each additional piece adds setup time, welding time, and finishing time. But sometimes welding is unavoidable. Enclosures with internal compartments, structures with complex geometry, and parts that exceed the maximum bending length all require welding.
We have certified TIG and MIG welders on staff. We also have spot welding equipment for joining thin sheets. For welded assemblies, we can provide post-weld finishing — grinding, sanding, and surface preparation for powder coating.
The fastest way to get a quote is to upload a 2D drawing in DXF or PDF format. If you only have a 3D model (STEP or IGES), that works too — we can extract flat patterns from the model.
We will review your design, identify any potential manufacturability issues, and return a firm quote and lead time within 24 hours.

CTA: Upload your DXF or PDF drawing. We will reply within 24 hours with a firm quote.
Tel : 0755-23596843
WhatsApp : +86-13267211181
Email : sales02@gt-proto.com
No.18, Shaqi Community Center Road, Xinqiao Street, Baoan District, Shenzhen, Guangdong Province, China 518104
Links :
test© 2026 Shenzhen GT Prototype Co., Ltd All rights reserved.
SitemapPrivacy PolicyXml